

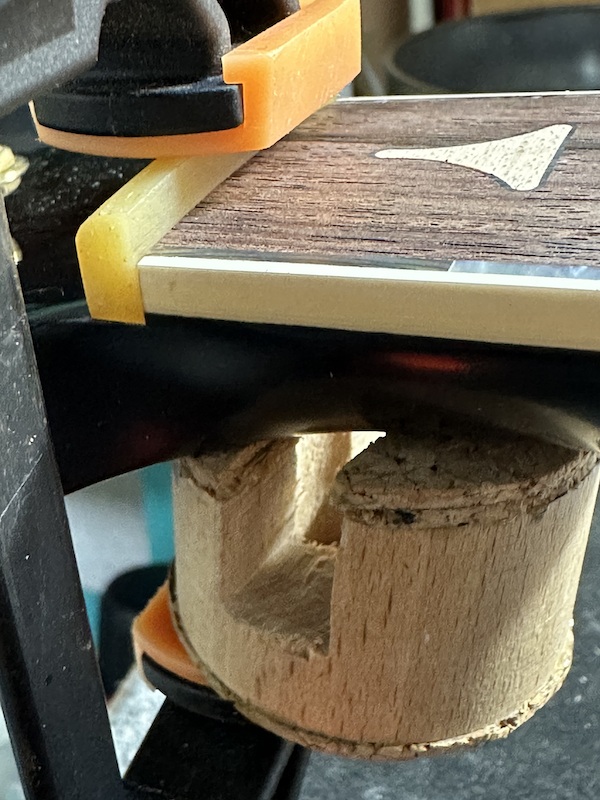
指板の木地調整
ペーパーの番手を上げて指板の表面を仕上げる
画像は段階的に目が細かく研磨されていく様子
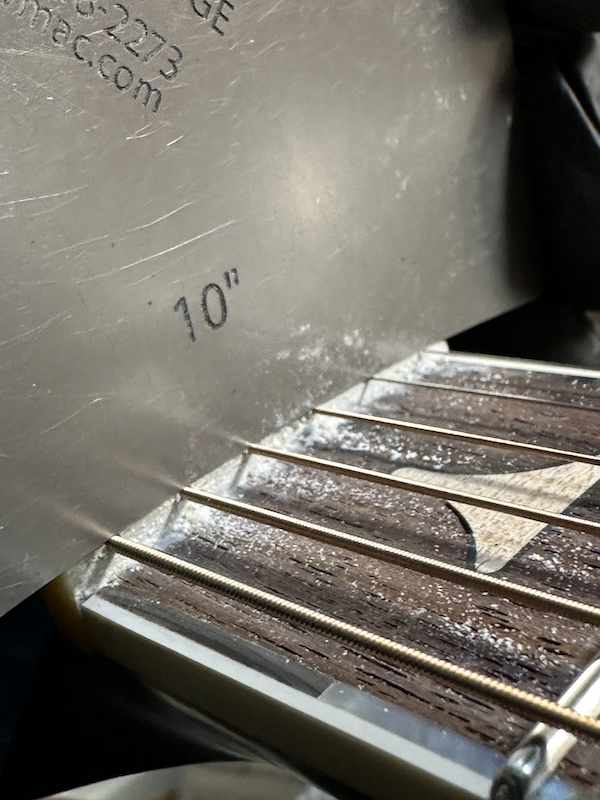
指板Rの確認
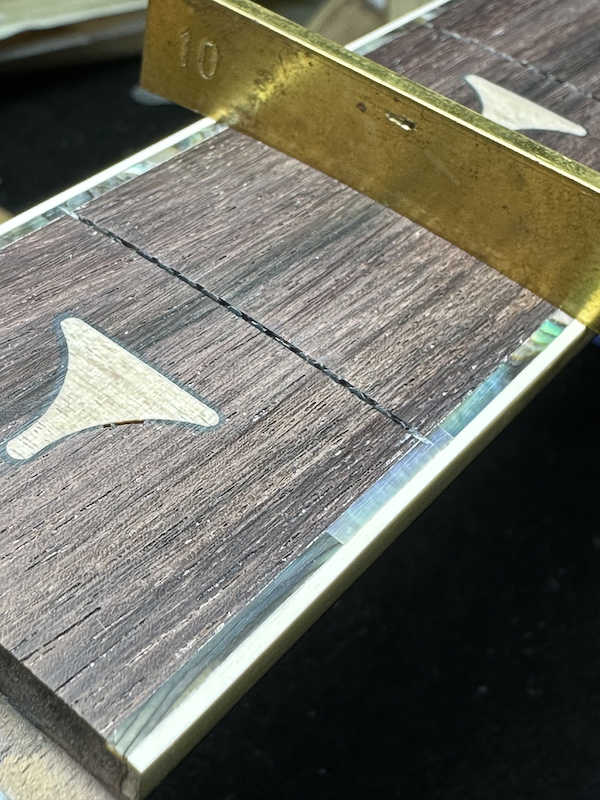
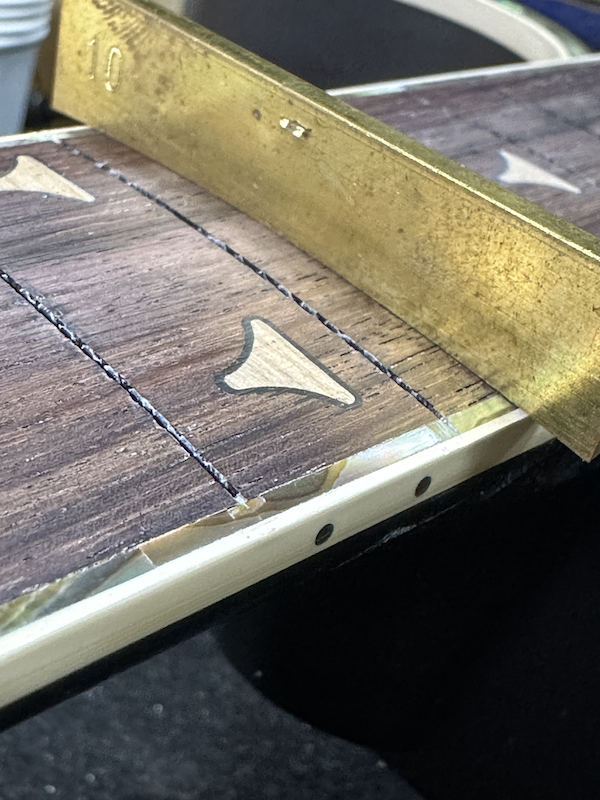
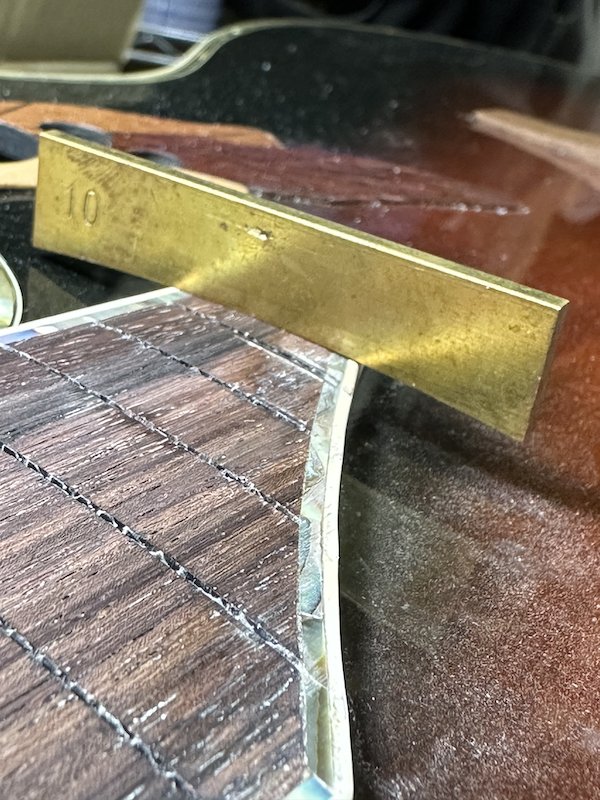
指板の各ポジションでRゲージ【10"R】に合っていることを確認
フレットのプレス
18~22フレットについて


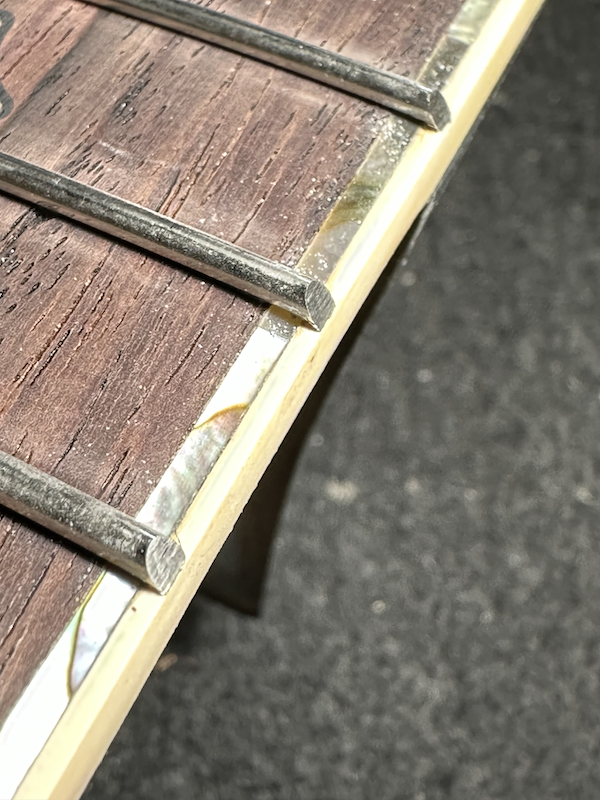
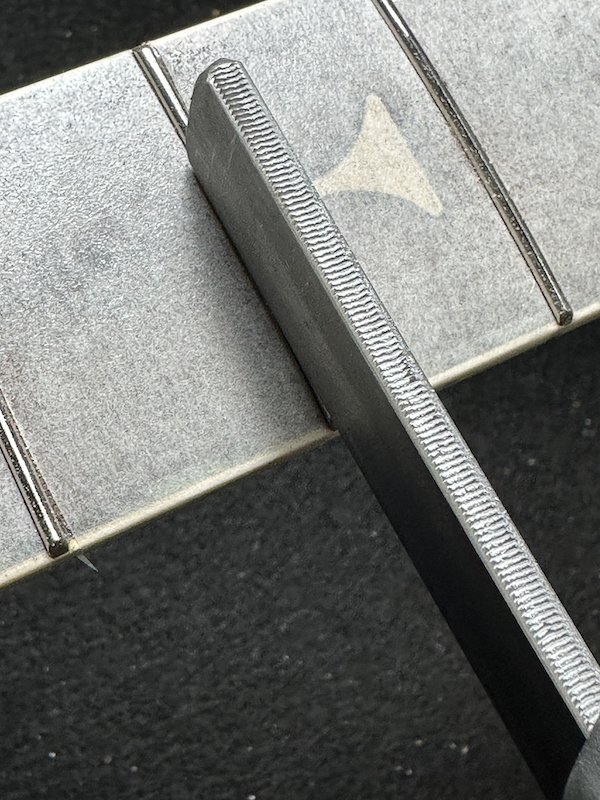
18~22フレットは先にフレットの端を成型しておく
フレットプレス完了


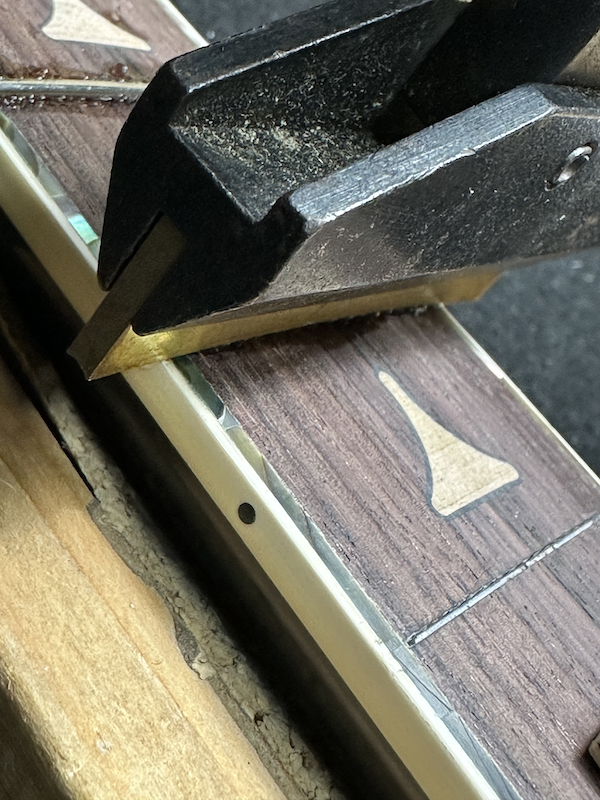
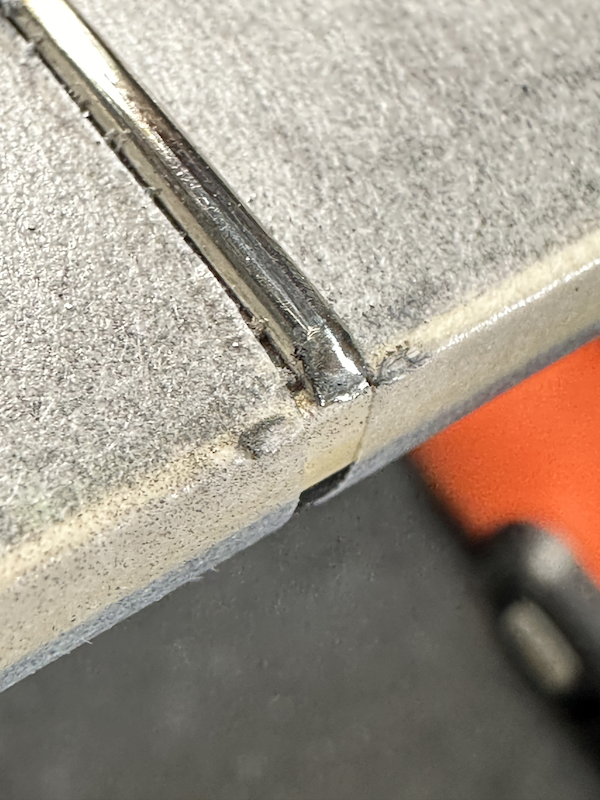
不要な部分をカット

カットしたフレットの端を斜めに切削

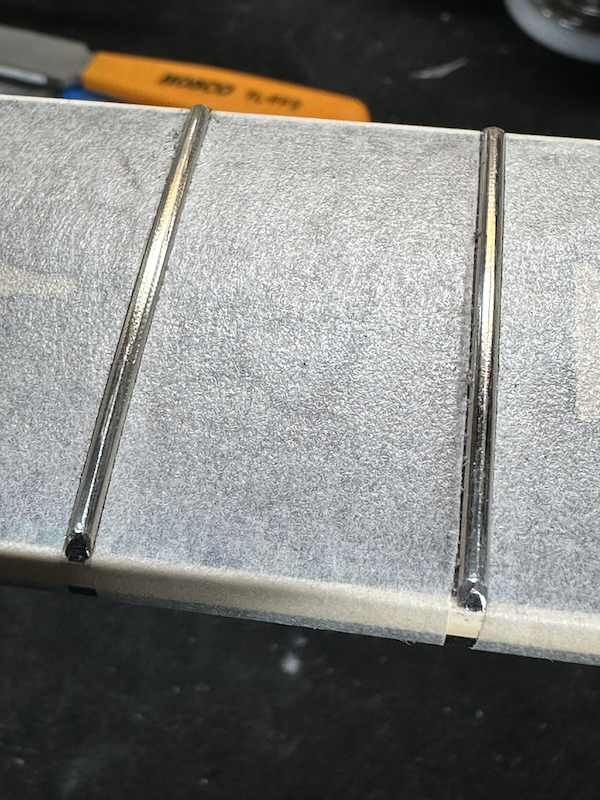
フレットすり合わせの準備

部分的なフレットの凹凸をゲージで確認
マーキングを目安に部分的にすり合わせを施す
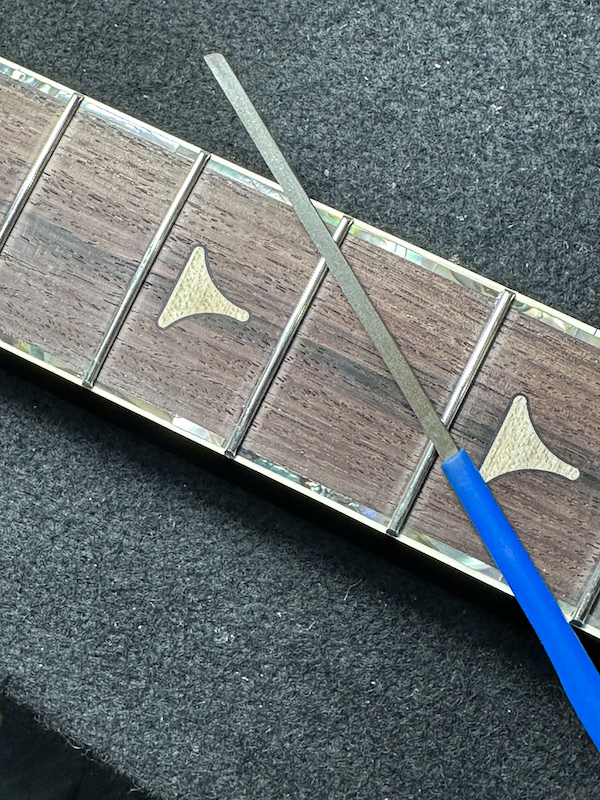
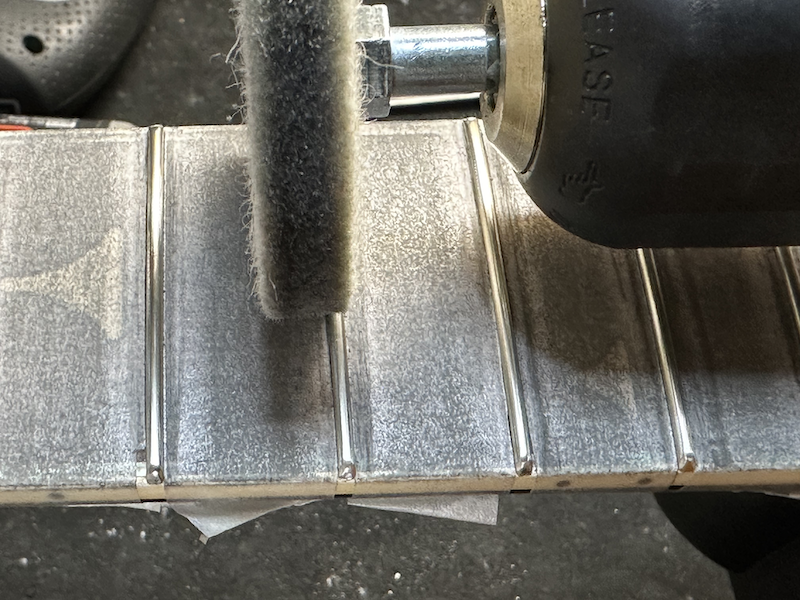
すり合わせ
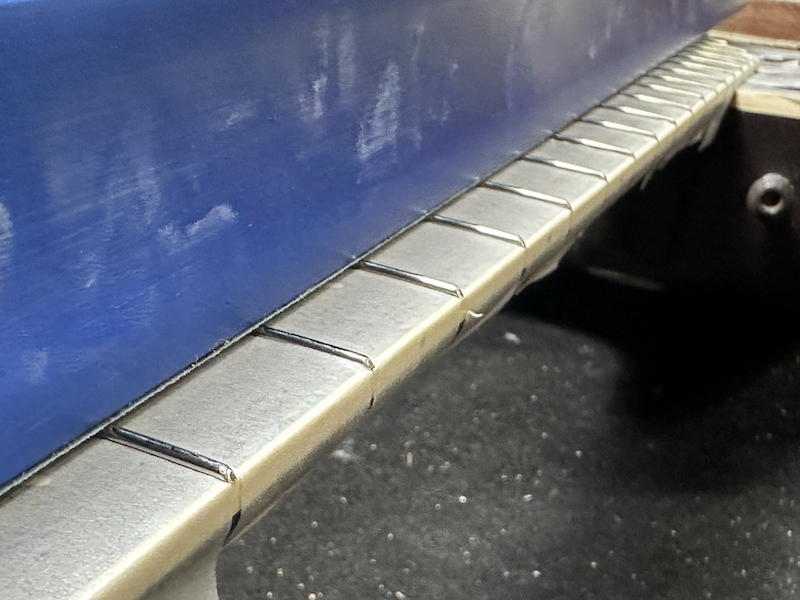
部分的なすり合わせを終えたらストレートビームで全体にすり合わせ
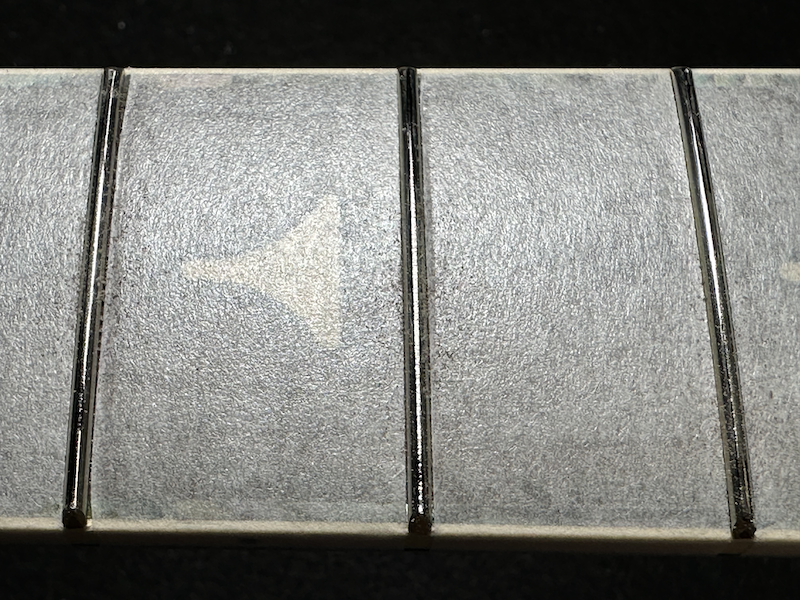
フレットの頂点を最小幅で切削
サンディングブロックでRを修正

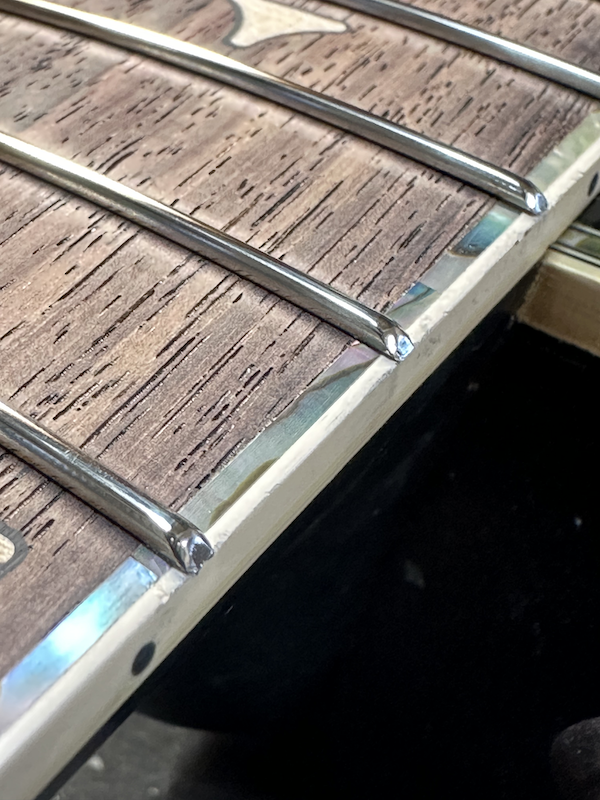
平面になったフレットの頂点を丸く成型

頂点を丸く切削していく経過


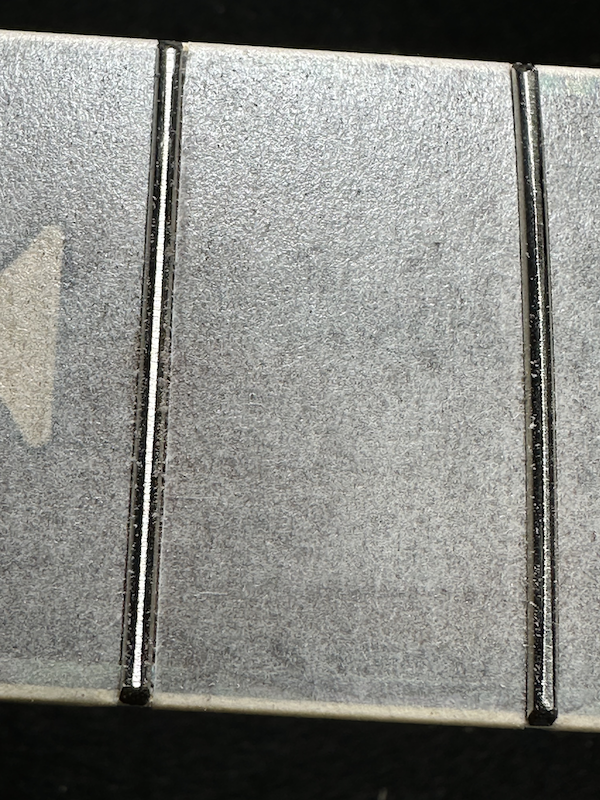
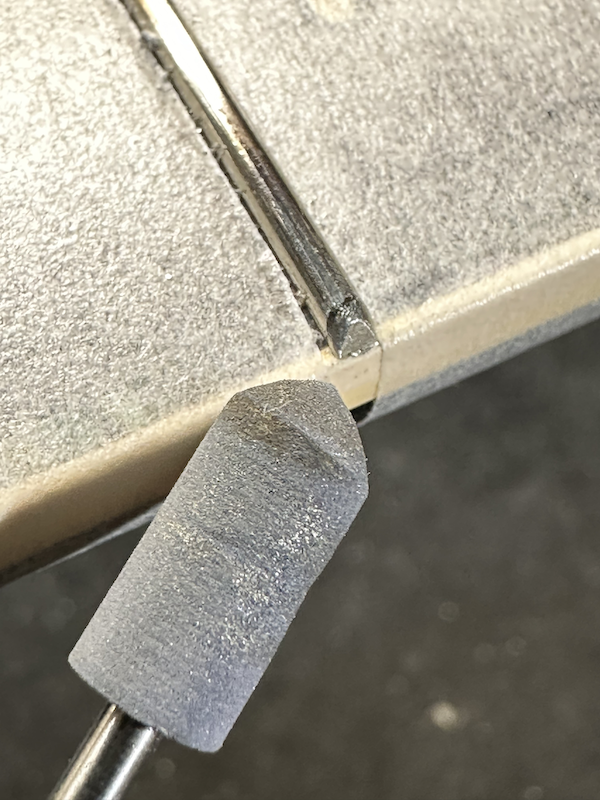
フレットの両端を面取り

ラバー砥石で詳細に成型
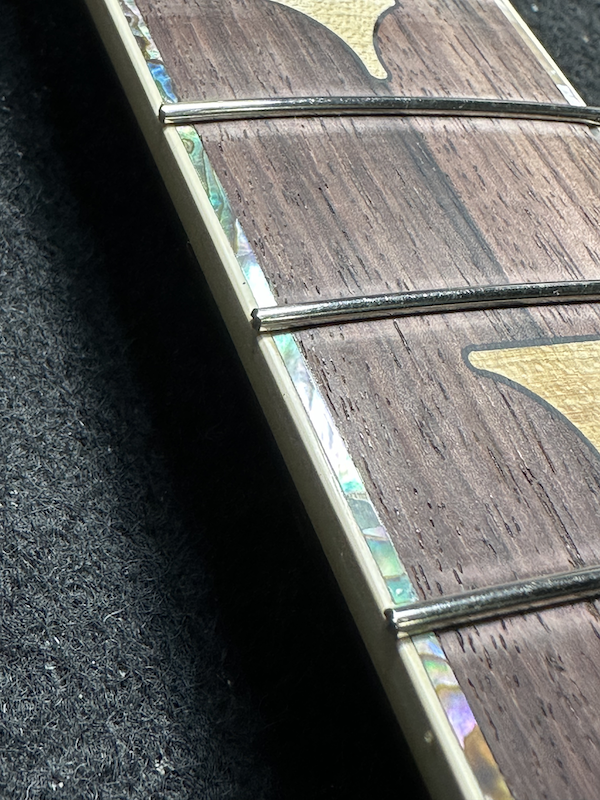
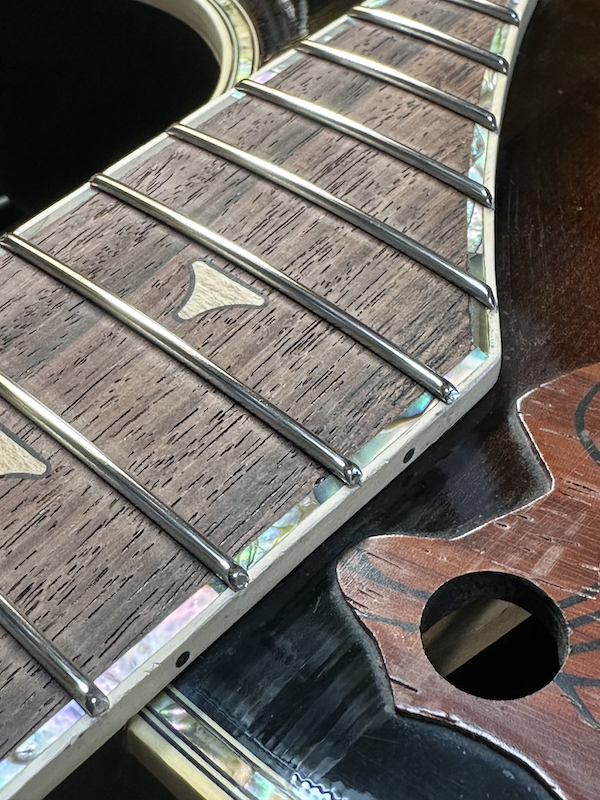
フレットの研磨
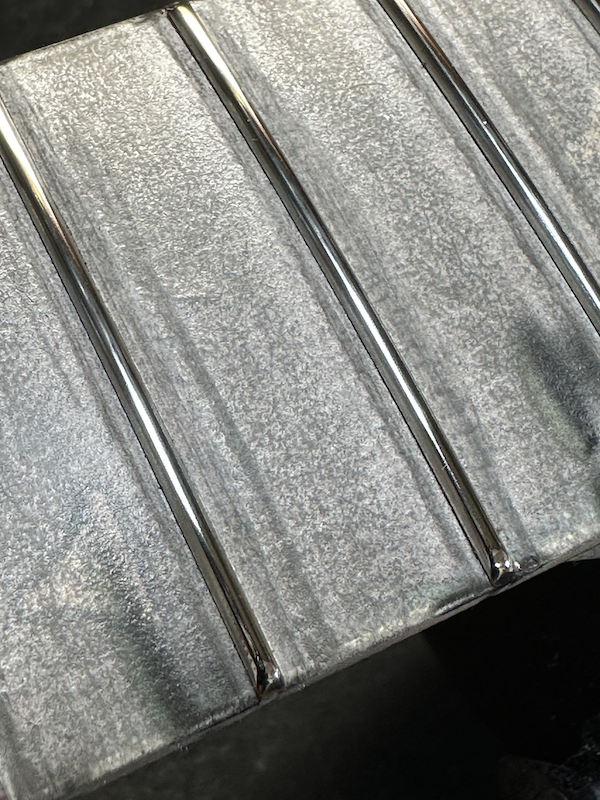
研磨完了
ナットの取り付け



残留した接着剤を取り除きナットの接着面を整える
ナット材


ナット材をおおまかに切削
材質は音質の補正を考慮してオイル含浸の牛骨を選択
ナットの接着
ナット溝の切削

Rゲージで確認しながら目的の弦高に仕上げる
ナットの研磨

修正箇所の研磨




音質の修正

新しい弦を取り付けて音質を修正していく
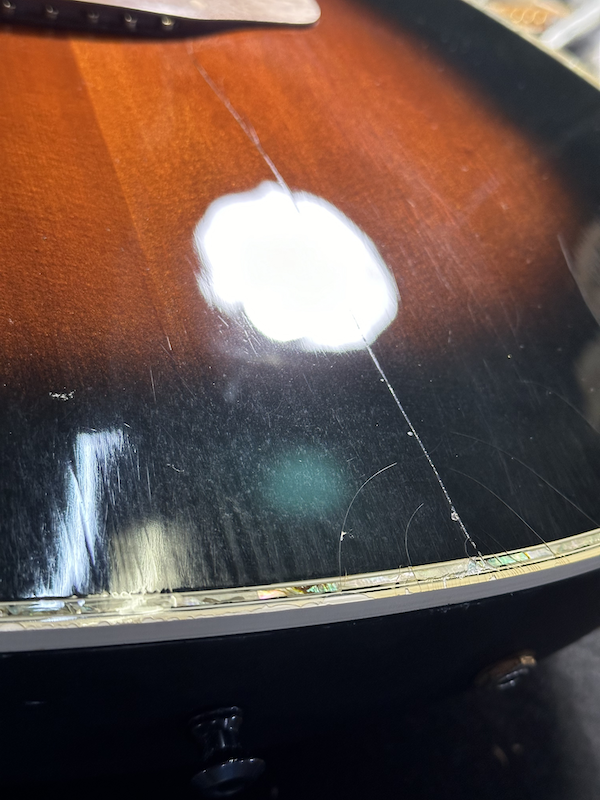
剥がれていたトップ板をしっかりと密閉しました
予測はしていましたがこの状態では元の状態から比較するとかなり硬質な音質です
増設したブレーシングと可動式にしたネックジョイントを調整して実際に演奏しながら目的の音質に修正していきます
ブレーシングの加工


音を聴きながらブレーシングをカンナとノミで成型していく

研磨して完了
ネックジョイントの調整


ネックを取り付けるジョイントボルトの開け閉めで音質を調整
増設したサムスクリューによりあらゆるネック角度で15フレット以上の指板が最適に調整可能
調整幅が回復したトラスロッドでも音質の改善をしていく
完了









剥がれて割れたトップ板、ドーム状に変形したトップ板による高い弦高、締め切ったトラスロッドでも順反りのネック…
持ち込み時の状態とこれらすべてを修正した後の音質を比較するのはナンセンスかと考えますが ブレーシングの増設などにより音質はもはや一般的なOvationサウンドの範疇からは逸脱しています
しかしスタンダードなOvationサウンドに繊細な高域と立体的な低音を加味した魅力的な音色になったと思います
10-47という細い弦でのセッティングながら将来の強度を含めて自信をもってご提案できる音質に仕上げられました