

Fender JPN TL Thinline
 フレットに消耗はあるものの全体にダメージが少なく、非常に大切に使用されていることが伺えます。
フレットに消耗はあるものの全体にダメージが少なく、非常に大切に使用されていることが伺えます。
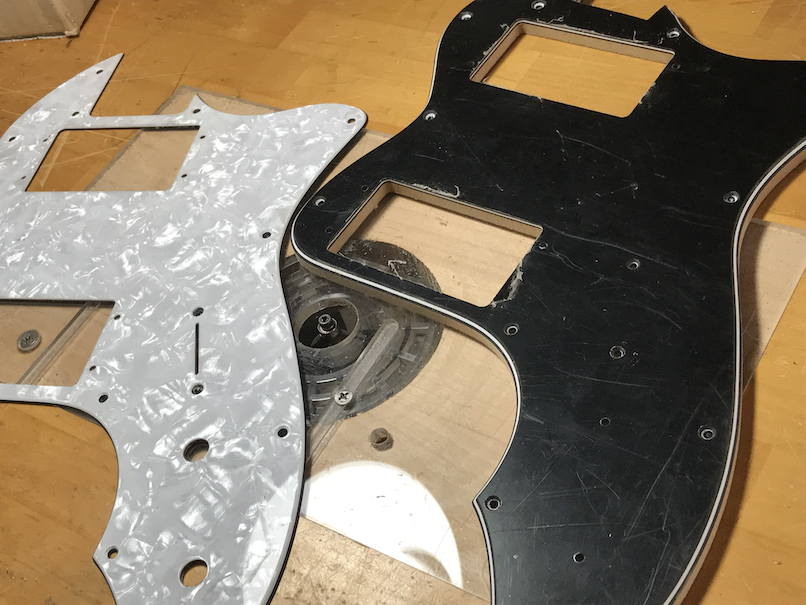
今回は通常の新規ピックガードの作製です。
オリジナルを元に型を切り出す
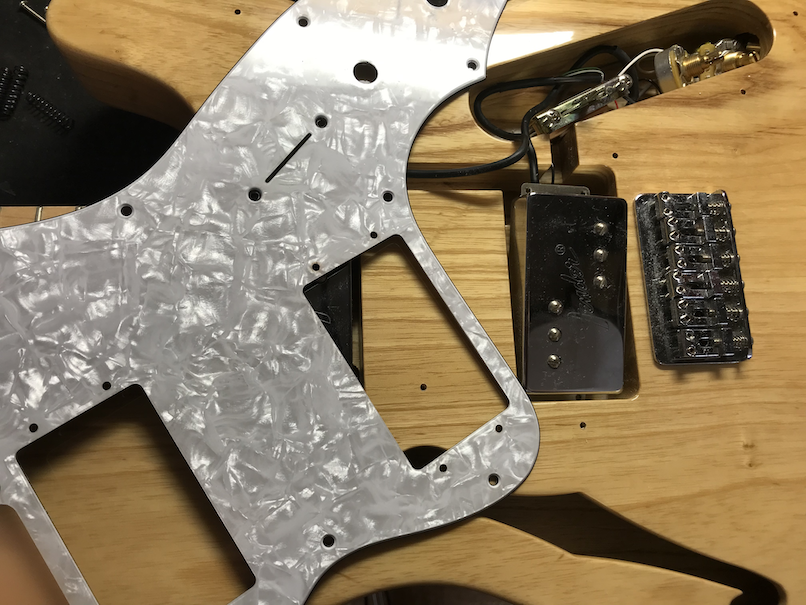
◯アッセンブリーを取り外す
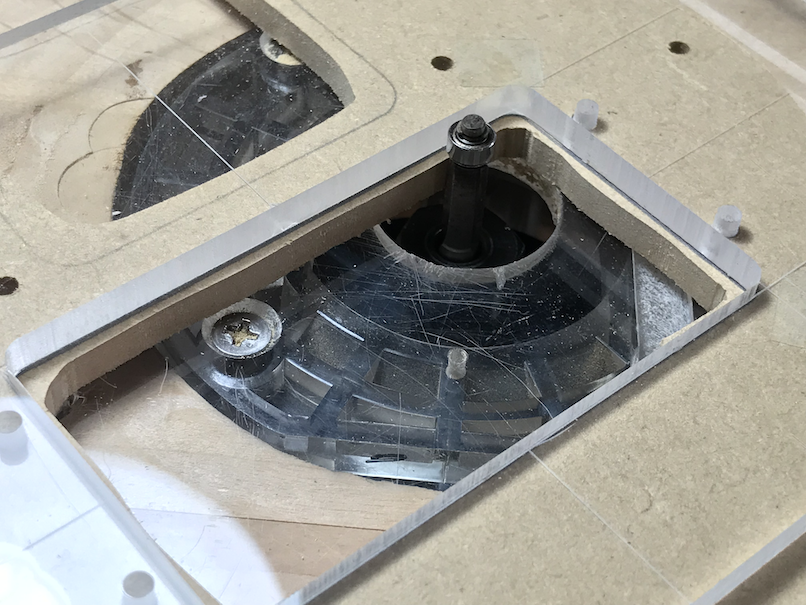
◯MDF板に貼り付け

◯糸鋸にておおまかにカットした後、オリジナルに沿ってベアリングビットでアウトラインを切削

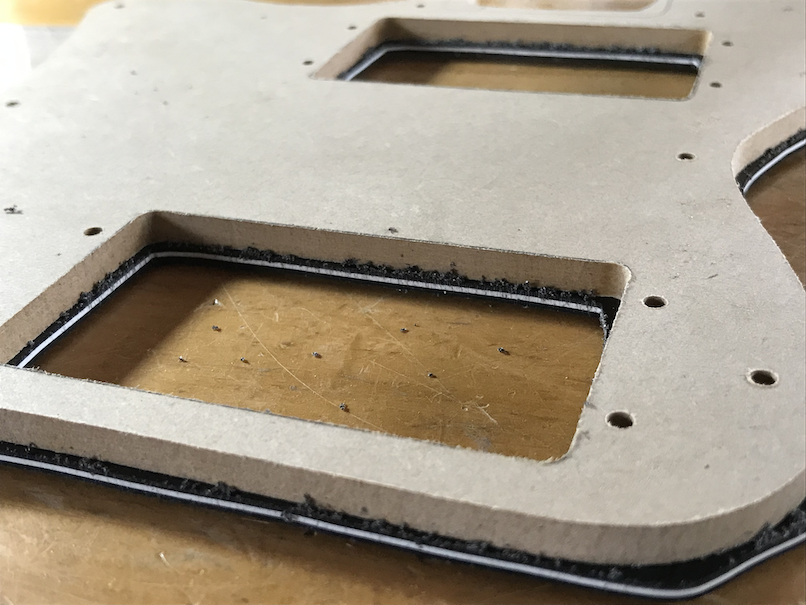
◯テンプレートを使ってPUの型を切削

◯各穴の位置をトレースしたら型の完成

ピックガード材の成型
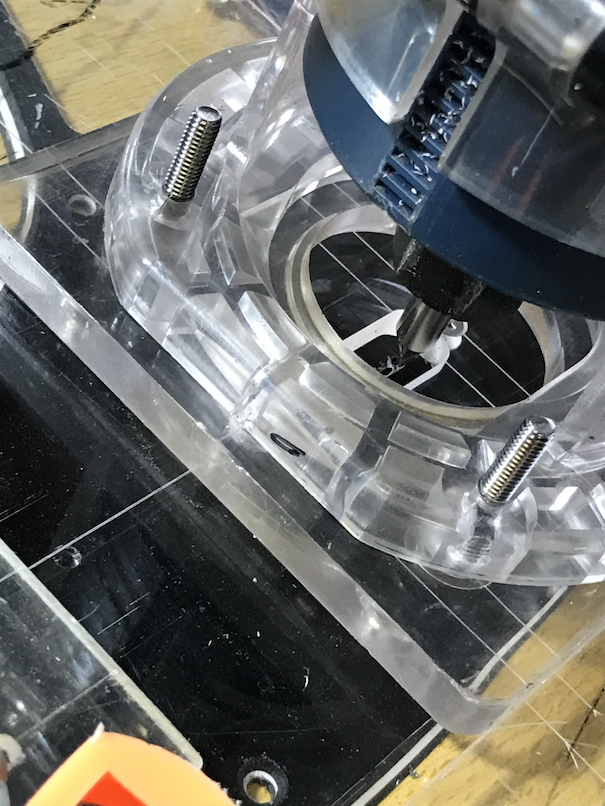
◯平板のピックガード材を型に貼り付け、糸鋸でおおまかにカット
◯PUのアウトラインを型に沿って切削


◯アウトラインを型に沿って切削
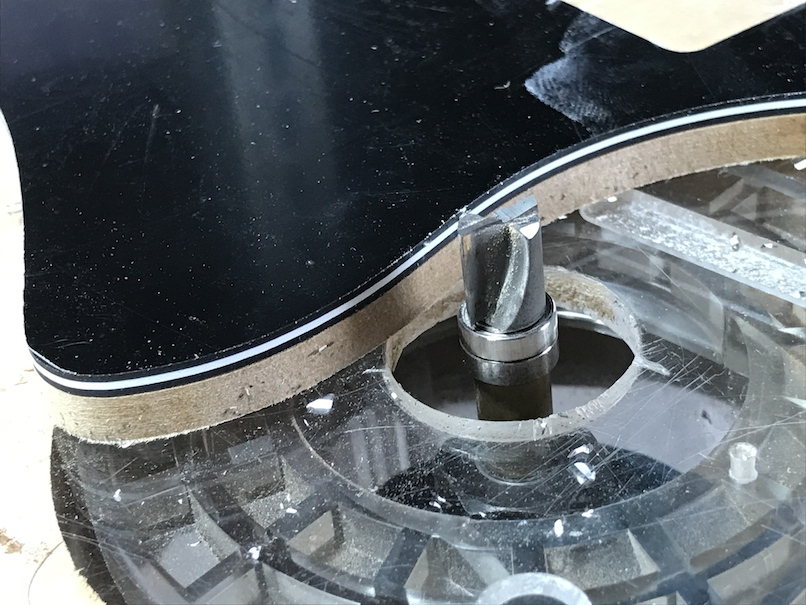
◯45°のベアリングビットで斜めカット(ベベルカット)



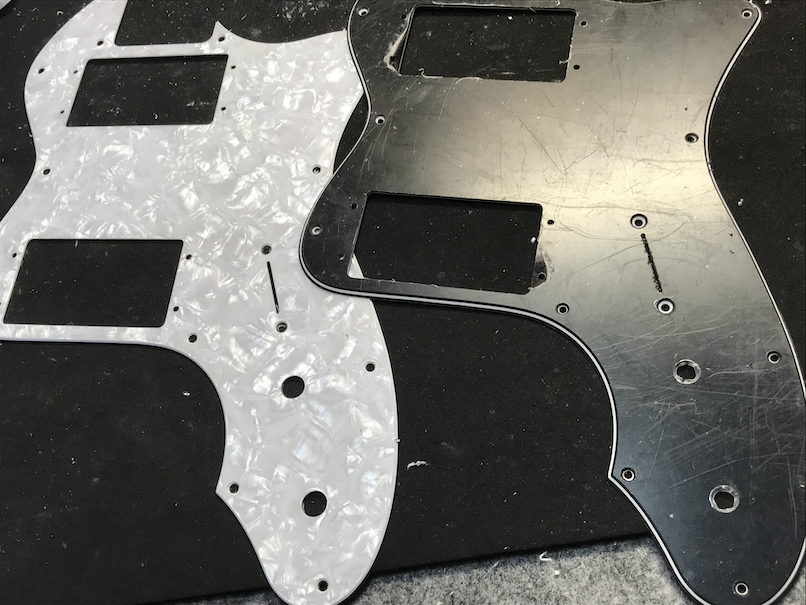
◯カット完了
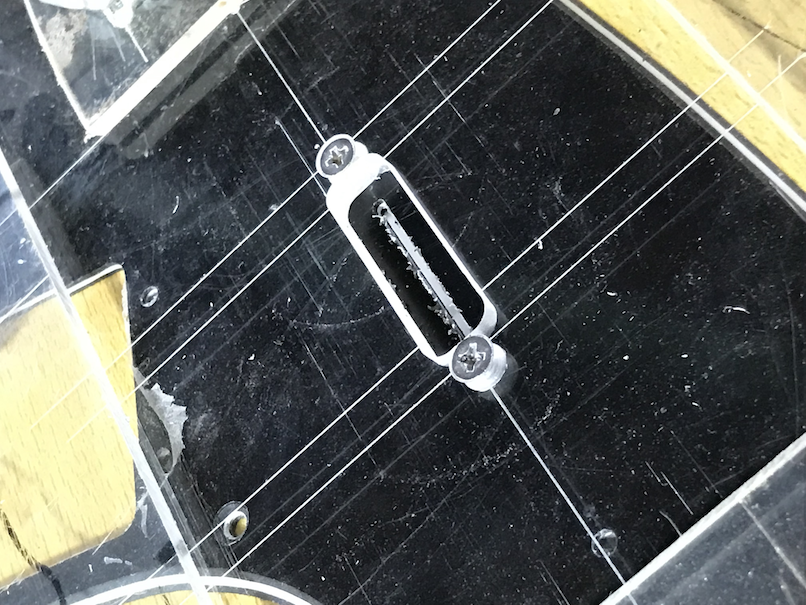
ブレードスイッチの長穴(スリット)について
◯専用のジグを使って幅1.6mm・長さ29.0mmにて切削
この作業は使用するブレードスイッチのサイズ・挙動をしっかり計測して長穴(スリット)のサイズを決定します。
幅がぴったり過ぎるとピックガードに擦れて動きが硬くなります。長さが足りないとレバーが当たって接点不良による音切れの原因になります。
オリジナルの長穴(スリット)は意外とこのあたりが雑に加工されていることが多いので参考にしません。
ピックガード製作のほとんどの場合、長穴(スリット)はひとつひとつマウントネジと実際のブレードスイッチからサイズを割り出して切削します。
◯長穴(スリット)の切削完了

ネックポケットについて
◯ボディにしっかりとねじ止めをする

◯ネックポケットに沿ってベアリングビットで切削

この部分も現物合わせにて切削します。
オリジナルのままカットした場合だとこの部分にズレが生じます。必ずこのように歪みを出してこの部分を切削します。
◯完了
◯裏面にシールドを施す

メッキ部のクリーニング
◯ブリッジを取り外す
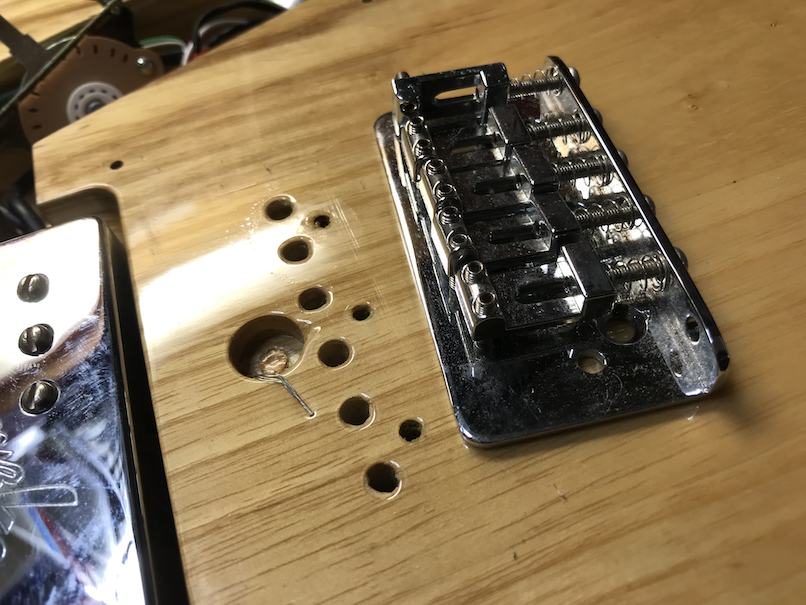
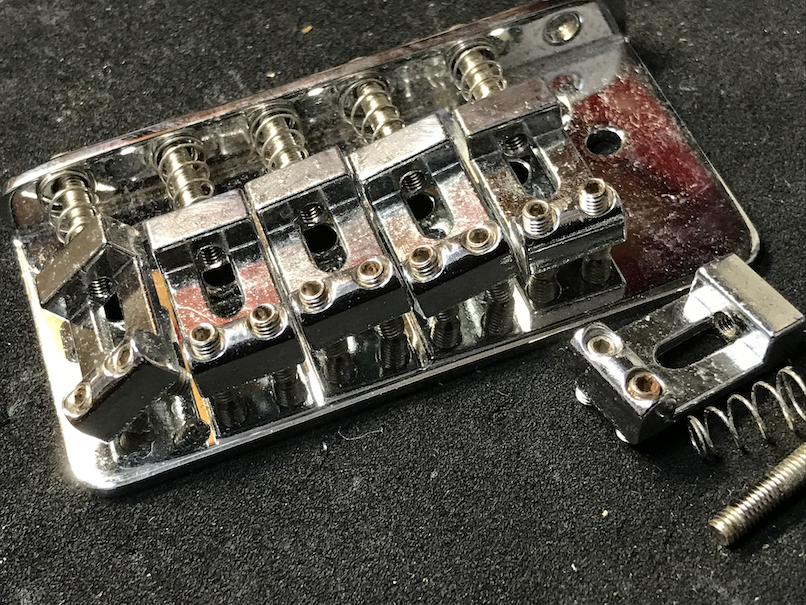
◯希釈・調整した液体に浸して表面をクリーニング

本来の目的は導通の改善とアースの確認です。
この部分に不良、もしくは不要な残留抵抗があるとアース不良によるノイズが発生することがあります(特に歪ませた音色の場合)。
酸性・アルカリ性溶液によるメッキのクリーニング(サビ取り)は専門の知識と経験が必要です。
有毒ガスの発生による事故を防ぐ為、この作業の詳細は省略します。
アッセンブリーの取付
◯各部組み込み・確認






調整
◯サドル高さ・オクターブ調整

◯ネック仕込み角度調整

完了






ピックガードの変更でかなり精悍なイメージになりました。
そもそも音域が広く感じられる構造のギターです。3点止めジョイントを中心とした調整でさらに豊かな響きを体感できるように調整できたかと思います。
今後の成長が非常に楽しみなギターです。